|
|
双操控无铅双波峰焊锡炉
型号︰
LFPCN-4200-CHDW
品牌︰
超越
原产地︰
台湾 中国
单价︰
HK $ 185000 / 台
最少订量︰
2 台
共有 10 相关信息
产品描述
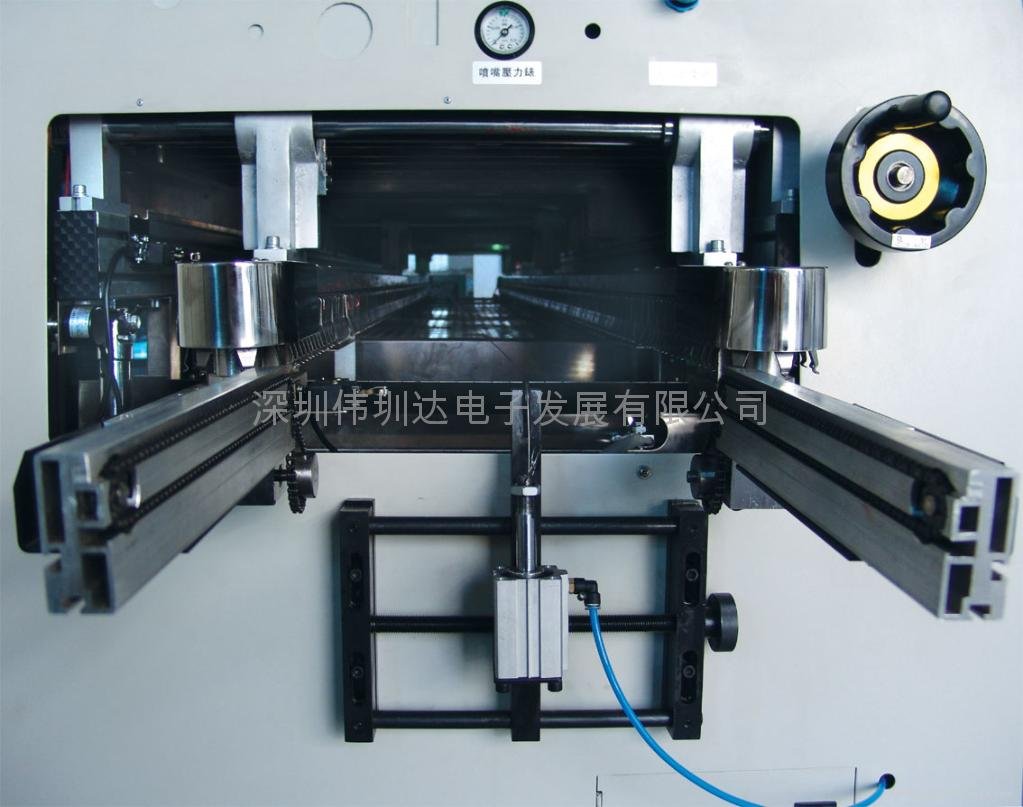
超越无铅双波峰锡炉独特设计的锡槽
独特设计的锡槽喷口有助于减少氧化渣的产生,其优点为:
1.双喷口及邦浦采用分离式悬臂设计,可微调PCB板吃锡面之前倾、后仰的优点。
2.碳粉套管装置:可防止泵浦轴心与锡面磨擦所产生的黑色碳粉和锡渣。
3.平、乱波间距为3~3.5cm(可调),并配置锡波导流槽及锡渣槽的设计,可降低氧化渣的产生及防氧化渣逆爬,减少PCB板过焊后的光洁度。
4.内炉双喷口为分解式设计,方便拆解,保养容易。
5.炉体采用台湾进口(中钢采购)钛合金板材 (板厚5mm)制造。
6.平波镜波面宽窄可调(50~140mm),对特殊PCB板设计的焊接良率更具效益。
7.锡炉之功能性及机械式均符合无铅焊锡的要求。
可以为你节约:
1.无铅制程对预热槽与波峰液面的间距约15~20cm(时间3~4sec)的温度掉温现象,欧盟各国基本上的要求是不得低于5OC----例:板底温度如设定120OC,掉温下限就不得低于115OC﹔但有的客户为了避免热冲击(爆增温度)影响,导致PCB板铜箔面或绿漆、元件烧损,而要求板底温度在间距中必须往上提升到130~140OC,就要有一套能升温的热补偿装置----本公司配置的热补偿系统可达到130~160OC(可调)。
2. 波峰到第二波峰掉温温差不得低于50OC,为的就是避免助焊剂活性分子,于过完 波后受到热冲击影响失去助焊的功能,当再过第二波时会产生二次过锡的现象,其掉温不得低于50OC的数据是由 波与第二波的间距所实测出的结果,兹把本公司喷口设计的优点详述如下:
1)双喷口及邦浦采用分离式悬臂设计,可微调PCB板吃锡面之前倾、后仰的优点。
2)碳粉套管装置:可防止泵浦轴心与锡面磨擦所产生的黑色碳粉和锡渣。
3)平、乱波间距为3~3.5cm(可调),并配置锡波导流槽及锡渣槽的设计,可降低氧化渣的产生及防氧化渣逆爬,减少PCB板过焊后的光洁度。
4)内炉双喷口为分解式设计,方便拆解,保养容易。
5)炉体采用台湾进口(中钢采购)钛合金板材 (板厚5mm)制造。
6)平波镜波面宽窄可调(50~140mm),对特殊PCB板设计的焊接良率更具效益。
7)锡炉之功能性及机械式均符合无铅焊锡的要求。
3. 冷却系统按国际公认的数据是10sec需降低至150OC,也就是说每秒的降温斜率必需要大于10OC﹔但 Dell、HP却持不同的意见:就是PCB板在过完锡波后,其降温斜率是要按厂家所使用焊材的不同而冷却的“工作温度”(降温斜率)确有很大的差异,就其真正的原由是因各焊材供应商所供应的焊料其金属元素属性不同,于热胀冷缩后的结晶体脆化程度的粗、细(锡裂现象)来判定降温斜率-----实际的工作温度是10OC~15OC,也就是锡波液面上风口的工作温度不得低于10OC,也不得高于15OC,所以选用的冷却系统就必需以2P的工业空调才能达到此效果,一般家用空调或冰水机在经过风管及附在锡波液面上的出风设备经热效应的影响而无法达到此要求。
4.曲线图已提供(仁宝、达方实测的图标)。
5. 本公司设计的喷雾系统在工作时,会随PCB板的宽窄、生产线速度的快慢而自动调整喷头往复的速度,可完全避免重复喷涂的缺点。
|